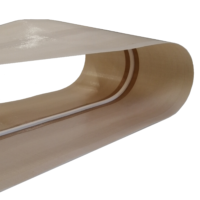
広陽のフッ素樹脂コーティング
広陽では、フッ素樹脂塗料の塗装(コーティング)を行っております。
お客様からお預かりした部品の表面にフッ素樹脂塗料を塗布し、焼付け処理を施します。
フッ素樹脂単体の塗料だけでなく、耐摩耗性を向上させるため、硬度の高い樹脂や無機物質とフッ素樹脂塗料をブレンドした特殊塗料など、用途に応じた塗料をご用意しております。
フッ素樹脂コーティングの特徴
| 非粘着性 | ものが付着しにくいという特性があります。 |
|---|---|
| すべり性 | 摩擦係数が非常に小さいために、ものがよく滑ります。 |
| 耐熱性 | プラスチックの中でも高温から低温まで広い温度範囲にわたって使用できます。-100℃〜260℃での使用が可能です。 |
| 電気特性 | 電気の抵抗が大きく誘電体の諸特性が良いです。 |
| 耐薬品性 | 酸やアルカリ、その他の薬品に侵されることが殆どありません。 |
塗装できるもの/できないもの

※上記サイズは炉に入る最大の寸法です。詳細は営業担当までご相談ください。
塗料
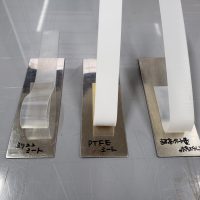
PTFE
フッ素樹脂の中で最も需要が多く代表的なものです。特に非粘着性、すべり性が優れており、コストも比較的安いです。導電性塗料もございます。
PFA
厚塗りが可能で、ピンホールのない被膜を得ることが出来ます。耐薬品性を求められる場合に多用されます。
FEP
基本的な性質や特徴はPFAと同等のものを示します。
タフコーティング
PTFE+硬度の高い耐熱性樹脂のブレンド品です。PTFEの特徴をそなえ、耐磨耗性を向上させたものです。
※タフコーティングはダイキン工業㈱の商品です。
低温焼成用コーティング
合成樹脂をバインダーにフッ素樹脂を含有した塗料です。
ゴムなど低温焼成を必要とする物へのコーティングに適しています。 初期μ低減、軽い非粘着用途への仕様に用いられます。
1コートタイプ
下塗り(プライマ-)なしで使用可能なタイプです。軽い非粘着などに最適です。
当社オリジナルコーティング
炊飯用・製茶機用として、耐久性、非粘着性に優れた当社オリジナルコーティングです。
NEWカビこんコート
こんなお悩みはありませんか?
- 取外しが困難で清掃しにくい部品があって、菌・カビの繁殖が心配・・・
- 常温で使用していて、カビ・菌が繁殖しやすい環境にある部品がある・・・
抗菌・防カビ剤入りフッ素コート『カビこんコート』なら安心!
1:厚生省告示第370号(食品、添加物等の規格基準)適合で食品加工現場でも安心の成分
2:600種類以上の細菌・カビ・藻類を防菌
3:耐性菌を作らない抗菌・防カビ機能で長期間にわたって安定した効果を持続
食品用カビこんコート(フッ素コート)培養試験
テスト基材に『カビこんコート』を塗布し、カビ抵抗試験を実施しました。
【試験方法】
62菌を試験菌としたカビ抵抗性試験
【接種】
湿式法による試験菌混合胞子懸濁液直接接種
【培地】
クロラムフェニコール等の抗生物質無添加
ポテトデキストローズアガー(PDA)
【シャーレ】
角型シャーレ
【培養器と培養条件】
培養器:温度、湿度サーモスタット付きサーキュレーター
培養条件:
温度;30℃±5℃ 変換時24℃~35℃
湿度;95%±5%RH 変換時90%RH以上
風速;60cm/sec
【サーキュレーター内の確認】
培地に木綿の紐を浸しサーキュレーター内に吊るし、試料と同一条件の接種を行い、サーキュレーター内が菌の発育に適していることを確認 (培養期間 28日間)
さてその結果は・・・
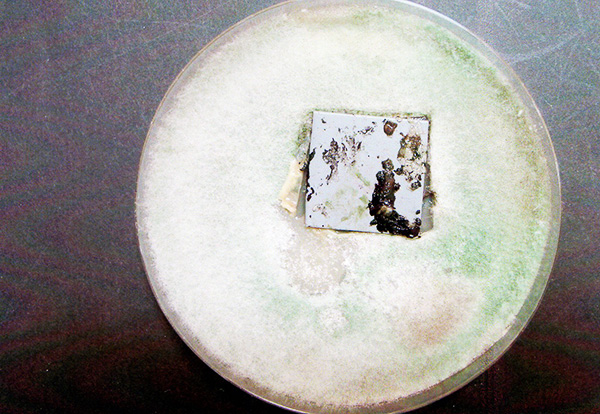
| 通常フッ素コーティング | カビこんコート |
|---|---|
 |
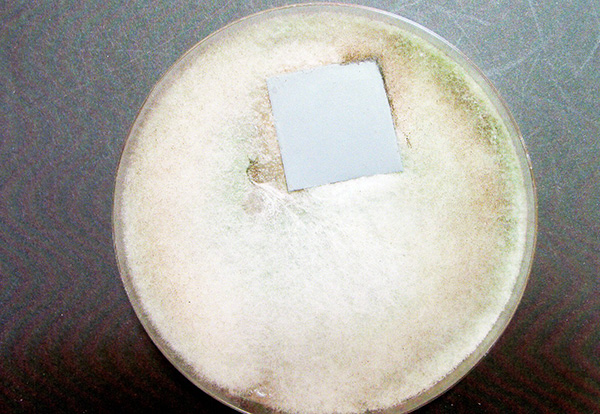 |
28日目、通常フッ素コーティングにはカビの激しい発育が見られたのに対し、カビこんコート塗布の基材はカビの発育がまったく見られませんでした。
※上記試験は効果を確認するもので保証するものではありません。
・通常のフッ素コーティング基材とまったく同じ使い方が可能です
これで、部品のカビや菌への不安も大幅に解消できますね!
お問い合わせは 0466-41-2151 まで、お気軽にどうぞ。
一般特性
| PTFE | PFA | FEP | タフコート | Iコート | 低温用 | |
|---|---|---|---|---|---|---|
| 最高使用温度連続 | 260℃ | 260℃ | 200℃ | 160~250℃ | 200℃ | 80~160℃ |
| 加工焼成温度 | 380℃~ | 380℃~ | 380℃~ | 180~380℃ | 340℃ | 70~150℃ |
| 鉛筆硬度 | F~H | B~H | F~H | H~3H | H〜3H | H~3H |
| 非粘着性 | ◎ | 〇 | 〇 | △ | △ | △ |
| 耐薬品性 | 〇 | ◎ | ◎ | △ | △ | × |
| 耐磨耗性 | 〇 | 〇 | 〇 | ◎ | ◎ | △ |

加工の流れ
お客様から送られてきた基材の数量、寸法、傷がないかなど状態を確認します。
炉で部品を焼き、表面の油分を取り除きます。

左:中サイズ 右:小サイズ

大サイズ
研磨剤を当てて微細な凸凹を作ります。
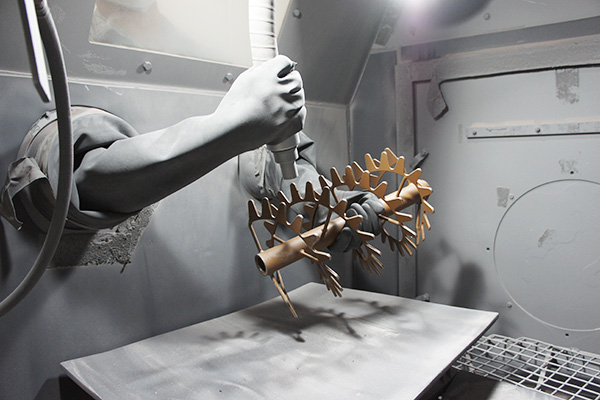
小さな部品はマシンに手を入れて行います
フッ素の密着性を高めます。

下塗りを行います
均等に表面が美しくなるように仕上げます。

表面を均等にムラなく仕上げます
フッ素を定着させるため、焼成します。
当社規定の検査基準に沿って検査を行います。

膜厚計で検査
お客様の元に基材を納品いたします。